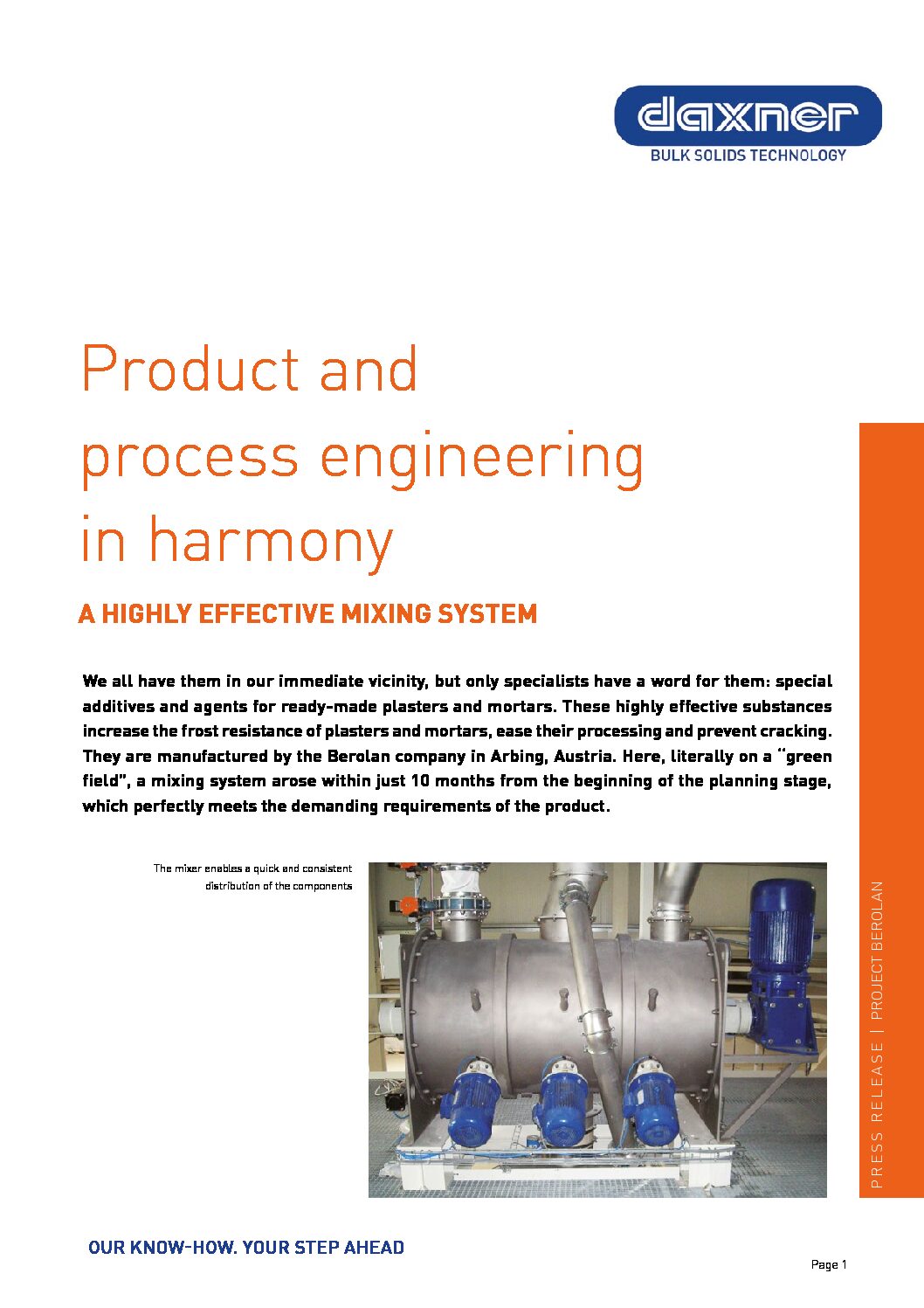
This system solution was developed for a manufacturer of special additives and agents for ready-made plasters and mortars. These highly effective substances increase the frost resistance of plasters and mortars, ease their processing and prevent cracking. Within just 10 months from the beginning of the planning stage, a mixing system arose on a green-field site. It perfectly meets the demanding requirements of the product.
Description
Special additives and agents for ready-made plasters and mortars are effective even in small doses: 10 to 200 grams per kilo of dry mixture are enough to create a very fine, stable system of small air holes. The great effectiveness of the product is also required of its production. This is because the white-grey powder mixtures consist only partially of a few critical, large components, such as rock meal and various additives. These are added to products of extreme fineness, such as aluminium stearate, and those with a very low bulk density, such as silicic acid at only 50 grams per liter.
The decisive factor: Solution expertise
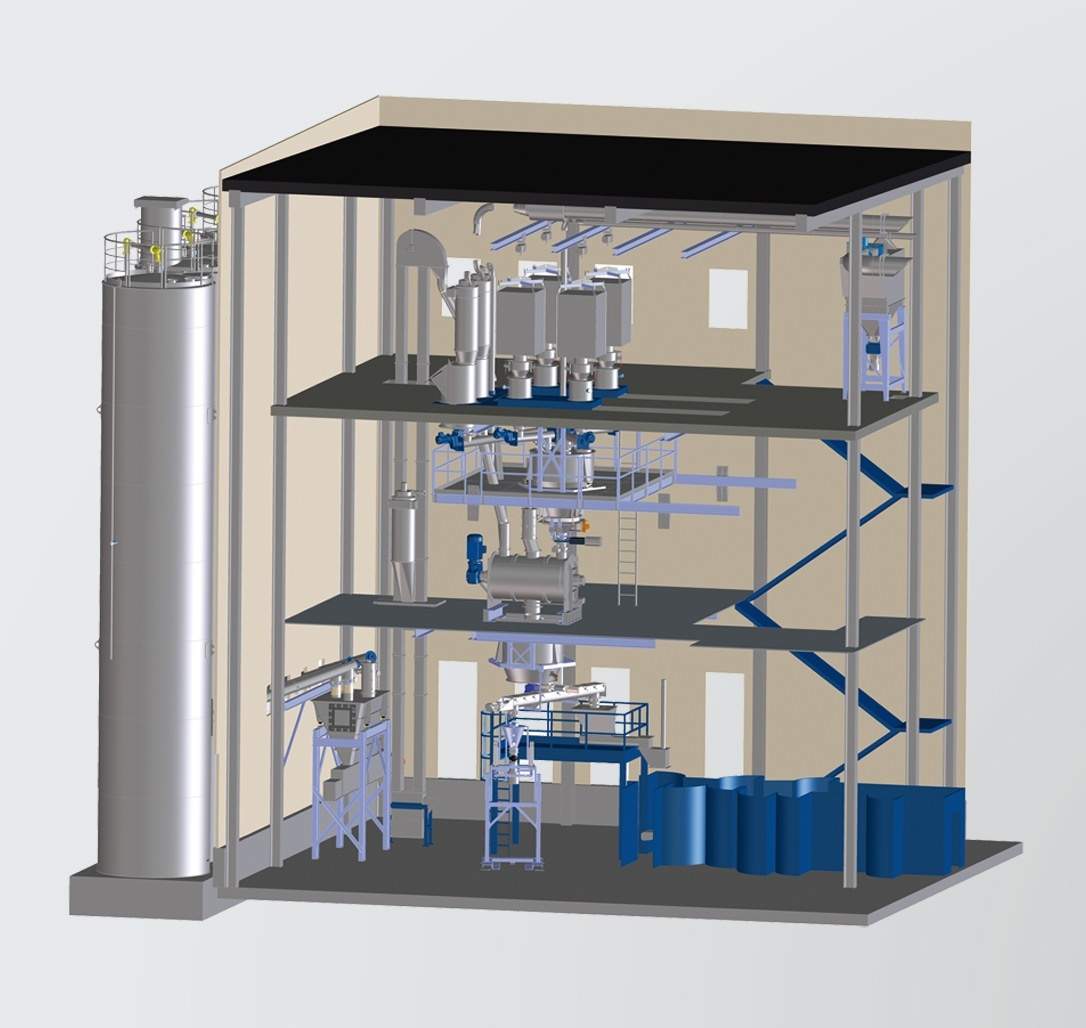
Daxner delivered a concept that integrated storage, dosing, weighing and mixing of large, medium, small and micro components into a single harmonious production process. The possibility to incorporate the technical expertise of Daxner into the planning process of the building construction was a major benefit. Thus, the project was implemented in a 15-meter-high mixing tower which enables a gravimetric free-fall production process from the top to the bottom.
The mixer as the centerpiece
All components run together to a central point of the system, where they are fed to a fast-operating mixer. Despite the varying bulk density, granulation and fineness of the substance, this fluidized bed mixer achieves high mixing precision within short mixing times. One batch consists of up to 1,400 litres of product additives. The product can immediately be discharged from the mixer into a post-bin, so the mixer is available for the next batch right away.
A multi-functional plant design
The explicit focus was on producing air-entraining agents, but the system adds value in another significant way. That is the flexibility to produce outside mixing orders. Due to the original challenge, extremely fine product characteristics were considered, but also products with poor flow characteristics, such as micro silica, can also be dosed well. Added to this was a very high throughput at low energy cost. Furthermore every opportunity to mix external products requires an essential condition: All containers and conveying lines must be almost residue-free, especially of the critical medium and small components.
Dosing and weighing with high-precision
The basis for a consistent, high-quality product is laid before the mixing process ever begins: the precise dosing and weighing of raw materials, which take place both inside and outside the building. In three external storage silos – each with 60 cubic meters capacity – large components like rock meal and various additives are stored. They are first conveyed into a dosing screw and then directly to a hopper scale. Afterwards a bucket conveyor transports the large components to the batch mixer. This conveyor solution is very efficient, and at the same time it is low in residue and saves energy.
The production process indoors is even more meticulous, because here the critical medium and small components are handled, of which no residue is tolerated. A hoist transports the raw materials in bags and Big bags to the highest level of the mixing tower, where precise dosing and weighing takes place. Particularly small quantities are added manually using a table scale.




Highly automated and easy to clean
An especially important effect of a sophisticated process technology is a high level of automation. Thanks to that, two operators are sufficient to run the system. By using a fully automated packaging system with palletizers, the finished products can be filled into bags respectively weighed by means of a Big bag filling station.
Cleanliness is an important goal in every plant and quick, easy cleaning is an absolute requirement. Considering this while designing the overall system, Daxner planned appropriate cleaning lids with easy access in the machines and made sure there were no hidden corners. A central extraction system with a large jet filter ensures a dust-free environment. The whole system is certified with the ATEX-VEXAT certificate.
A proven control design
With an integrated Siemens-based design and the best process visualization, the control system guarantees precise traceability of every batch, all the way back to the raw material supplier. Operator-controlled manual dosing stations with touch terminals and scanning systems for checking components and containers ensure product safety and complete process documentation.
Key components
for this solution



More solutions for the Non-Food Industry




Sounds interesting?
Let us know.
Send us your inquiry and a technical sales person is calling you back to talk about your projects or find a DAXNER partner company around you.